
Operation bulletin merupakan alat bantu kerja yang sering dipakai untuk
mendeskripsikan secara lengkap proses dan semua sumber daya kerja yang
dipakai untuk mengerjakan suatu produk.
Informasi yang sering di tampilkan pada lembar kerja
operation bulletin seperti : Jenis proses, mesin dan alat bantu
yang dipakai di setiap proses, jumlah karyawan yang mengerjakan, lama
waktu pengerjaan setiap proses dan lain-lain.
Tujuan pembuatan operation bulletin adalah untuk membantu menjabarkan secara jelas produk yang akan dibuat,
sehingga dapat memudahkan proses pembuatannya.
Proses produksi yang begitu kompleks membutuhkan penjabaran yang lebih sederhana untuk menjelaskan bagian-bagian proses dan kendala yang kemungkinan ditemukan di setiap proses, baik dari segi proses pengerjaan, mesin ataupun material. Sehingga dengan adanya operation breadown ini bisa dijadikan salah rujukan yang dapat membantu mengidentifikasi masalah serta menjelaskan solusi perbaikannya.
Selain proses, mesin dan penggunaan orang,
operation breakdown juga menampilkan waktu pengerjaan proses, yang
bertujuan untuk mengetahui lama atau tidaknya waktu pengerjaan setiap
proses sehingga proses balancing antar proses dapat lebih mudah
dilakukan.
Proses balancing ini sangat penting, karena efektif atau tidaknya
penggunaan karyawan di setiap prosesnya di tentukan dari
balancing antar prosesnya.
Semakin baik balancing proses antara karyawan 1 (satu) dan yang
lainnya maka semakin meningkat produktivitasnya dan semakin efisien pula
pemanfaatannya (Orang/manpower, mesin, listrik & tempat).
Line balancing merupakan penyeimbangan penugasan elemen-elemen
tugas dari suatu assembly line ke work stations untuk meminimumkan
banyaknya work station dan meminimumkan total harga idle time pada semua
stasiun untuk tingkat output tertentu. Dalam penyeimbangan tugas ini,
kebutuhan waktu per unit produk yang dispesifikasikan untuk setiap tugas
dan hubungan sekuensial harus dipertimbangkan. Gaspersz (2004).
Tujuan line balancing :
1. Effisiensi
2. Pemanfaatan jumlah karyawan
3. Pemanfaatan jumlah mesin
4. Pemanfaatan area kerja
5. Mencegah penumpukan/proses bermasalah
6. Meningkatkan output produksi
7. Penyederhanaan/meringkas proses.
Alat-alat yang digunakan (Gambar 1) :
1. Stopwatch
2. ATK (Pencil)
3. Kalkulator
4. Form line balancing worksheet

Gambar 1
Langkah-langkah :
1. Membuat draft proses/peta proses
2. Mengukur waktu proses
3. Membuat line balancing worksheet
Draft proses
Draft proses merupakan urutan atau detail proses dan dijadikan sebagai
gambaran langkah-langkah operasi dari awal sampai akhir atau dari barang
mentah/setengah jadi sampai menjadi produk jadi.
Mengukur waktu proses
Mengukur waktu proses kerja atau pengukuran waktu merupakan suatu teknik untuk mencari lamanya waktu yang dibutuhkan untuk membuat produk sampai sampai tuntas.
Dalam teknik pengukuran waktu kita akan mengenal cycle time, Standard Minutes Value (SMV)/Standard Allowance Minutes (SAM).
Pengukuran waktu ini sangat berguna untuk mencari waktu baku suatu proses sehingga dapat memudahkan kita untuk menghitung kapasitas produksi dari suatu lini produksi (Gambar 2).

Membuat line balancing worksheet
Line balancing worksheet merupakan laporan hasil analisa pengukuran waktu biasanya dilakukan oleh seorang industrial engineering (IE), hasil pengukuran waktu di buat lembar kerja yang dimaksudkan untuk mempermudah seseorang untuk membaca, memahami, serta mengimplementasikan hasil analisa tersebut di lini produksi, sesuai dengan panduan yang ada dalam laporan line balancing worksheet (Gambar 3).
 Gambar 3
Gambar 3

Mengukur waktu proses
Mengukur waktu proses kerja atau pengukuran waktu merupakan suatu teknik untuk mencari lamanya waktu yang dibutuhkan untuk membuat produk sampai sampai tuntas.
Dalam teknik pengukuran waktu kita akan mengenal cycle time, Standard Minutes Value (SMV)/Standard Allowance Minutes (SAM).
Pengukuran waktu ini sangat berguna untuk mencari waktu baku suatu proses sehingga dapat memudahkan kita untuk menghitung kapasitas produksi dari suatu lini produksi (Gambar 2).

Gambar 2
Membuat line balancing worksheet
Line balancing worksheet merupakan laporan hasil analisa pengukuran waktu biasanya dilakukan oleh seorang industrial engineering (IE), hasil pengukuran waktu di buat lembar kerja yang dimaksudkan untuk mempermudah seseorang untuk membaca, memahami, serta mengimplementasikan hasil analisa tersebut di lini produksi, sesuai dengan panduan yang ada dalam laporan line balancing worksheet (Gambar 3).
 Gambar 3
Gambar 3
Tahap
pengukuran waktu
dapat dilakukan berulang-ulang (lebih dari satu), pengambilan sample
pengukuran waktu
semakin banyak maka semakin baik karena hasil akan lebih mendekati
akurat.
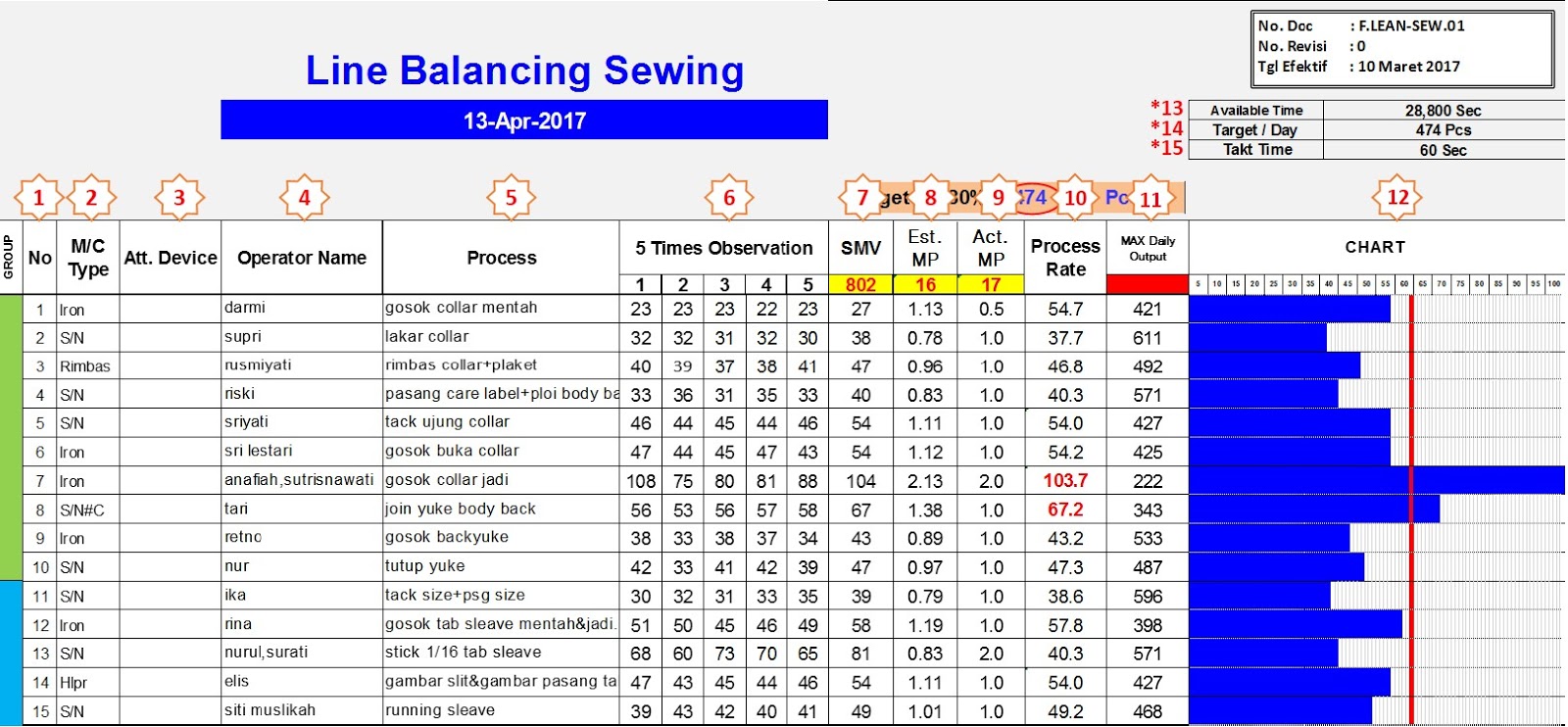
Gambar 3 diatas menerangkan informasi pembuatan baju mulai
dari jumlah proses (No.1), jenis mesin yang digunakan
(No.2), alat bantu mesin (No.3), nama operator (No.4), Jenis proses (No.5), dan jumlah sample pengukuran waktu/cycle time (No.6), pada gambar diatas menunjukan proses pengukuran waktu dilakukan
sebanyak 5 kali, nilai masing-masing percobaan berbeda beda, hal
tersebut sangat dimungkinkan karena beberapa faktor seperti
(Pengabilan dan peletakan barang tidak ideal, kecepatan karyawan tidak
stabil dan lain-lain).
Faktor-faktor yang menyebabkan ketidak
stabilan inilah yang harus diperbaiki sehingga waktu bisa
rata/stabil.
Proses pengambilan waktu proses seperti ini juga biasa disebut
cycle time dengan satuannya adalah menit/detik.
*Note : Penentuan satuan waktu (menit/detik) disesuaikan berdasarkan kemudahan pembacaan dan perhitungan waktunya.
*Note : Penentuan satuan waktu (menit/detik) disesuaikan berdasarkan kemudahan pembacaan dan perhitungan waktunya.

Gambar 4-Lanjutan
Gambar 4-Lanjutan, diatas menerangkan informasi Standard Minutes Value (No.7), kebutuhan karyawan untuk setiap prosesnya berdasarkan SMV (No.8), aktual karyawan yang tersedia di lini produksi (No.9), SMV berdasarkan jumlah aktual operator dalam 1 (satu) proses (No.10), Jumlah output yang mampu dihasilkan setiap hari berdasarkan SMV (No.11).
Contoh :

Perhitungan :
1. Darmi (Gosok collar mentah) CT1=23, CT2=23, CT=23, CT=22, CT=23.Cycle Time :
-
Cycle Time
=
23+23+23+22+23 *1
- Total Cycle Time
= 114 Detik
- Rata-rata Cycle Time = 22,8 Detik.
*Note : CT (cycle time) observation
SMV :
-
SMV
= 22,8 x 20%
-
SMV
= 27,36 (27 Detik).
*Note : Allowance 20% berdasarkan standard yg ditetapkan
perusahaan.
Estimasi Manpower :
- Est.MP = (Output line (80%)) : (Output proses *1)
- Est.MP = 474 : 421
- Est.MP = 1.13 (1) Orang.
Jadi kebutuhan orang untuk proses nomer 1 (gosok collar mentah)
adalah 1 orang.
*Note : Target effisiensi 80% berdasarkan standard yg ditetapkan
perusahaan.
Actual Manpower :
- Aktual manpower yang tersedia di lini produksi *1
Process Rate :
- Process Rate =
SMV
: Actual Manpower *1
- Process Rate = 27.36 : 0.5
- Process Rate = 54.72 (55 Detik).
Maximal Daily Output :
- Max. Daily Output = Jam kerja : Rate Process (No.11) x 80% Target
Efisiensi *1
- Max. Daily Output = 8 jam : 54.72 Detik x 80% Target
Efisiensi
- Max. Daily Output = 8x60x60 : 54.72 x 80% Target
Efisiensi
- Max. Daily Output = 28800 : 54.72 x 80%
- Max. Daily Output = 526 x 80%
>> Target 100%
- Max. Daily Output = 420.8 (421 Pcs) >> Target 80%
*Note : Target effisiensi 80% berdasarkan standard yg ditetapkan
perusahaan.
2.Supri (Lakar collar) CT1=32, CT2=32, CT=31, CT=32, CT=30.
Cycle Time :
-
Cycle Time =
32+32+31+32+30 *2
- Total
Cycle Time = 157 Detik
- Rata-rata
Cycle Time = 31,4 Detik.
*Note : CT (cycle time) observation
SMV :
-
SMV
= CT+Allowance *2
-
SMV
= 31,4 x 20%
-
SMV
= 37,7 (27 Detik).
*Note : Allowance 20% berdasarkan standard yg ditetapkan
perusahaan.
Estimasi Manpower :
- Est.MP = (Output line (80%)) : (Output proses *2)
- Est.MP = 474 : 611
- Est.MP = 0.78 (1) Orang.
Jadi kebutuhan orang untuk proses nomer 1 (gosok collar mentah)
adalah 1 orang.
*Note : Target effisiensi 80% berdasarkan standard yg ditetapkan
perusahaan.
Actual Manpower :
- Aktual manpower yang tersedia di lini produksi. *2
Process Rate :
- Process Rate =
SMV
: Actual Manpower *2
- Process Rate = 37.7 : 1
- Process Rate = 37.7 (38 Detik).
Maximal Daily Output :
- Max. Daily Output = Jam kerja : Rate Process (No.11) x 80% Target
Efisiensi *2
- Max. Daily Output = 8 jam : 37.7 Detik x 80% Target
Efisiensi
- Max. Daily Output = 8x60x60 : 37.7 x 80% Target
Efisiensi
- Max. Daily Output = 28800 : 37.7 x 80%
- Max. Daily Output = 764 x 80% >> Target 100%
- Max. Daily Output = 611.1 (611Pcs) >> Target 80%
*Note : Target effisiensi 80% berdasarkan standard yg ditetapkan
perusahaan.
Yamazumi Chart/Diagram Batang (12).
Yamazumi chart adalah bagan batang bertumpuk yang menunjukkan
keseimbangan beban kerja waktu siklus antara sejumlah operator biasanya
di jalur perakitan atau sel kerja.
 Diagram batang memliki fungsi untuk memberikan informasi tentang
keseimbangan proses, diagram batang dapat sangat berguna dalam proses
analisa masalah dalam proses, karena dapat menampilkan proses yang
bermasalah dan perlu tindakan perbaikan.
Diagram batang memliki fungsi untuk memberikan informasi tentang
keseimbangan proses, diagram batang dapat sangat berguna dalam proses
analisa masalah dalam proses, karena dapat menampilkan proses yang
bermasalah dan perlu tindakan perbaikan.
Available Time (*13).
Merupakan salah satu informasi yang perlu ditampilkan di line balancing worksheet, tujuannya adalah memberikan informasi terkait jam kerja aktual sehingga seorang IE dapat menghitung kapasitas produksi yang dihasilkan setiap hari.
Target (*14).
Output yang dihasilkan lini produksi setiap hari berdasarkan jam kerja (No.*13), SMV (No.7) dan jumlah aktual operator (No.9) dalam 1 (satu) lini produksi.
Takt Time (*15).
Takt time adalah waktu yang dibutuhkan membuat satu unit output produksi berdasarkan permintaan costumer.
Dalam line balancing worksheet, takt time digunakan sebagai batas waktu proses pada diagram batang (No.12), tujuannya adalah memberikan informasi jika terdapat diagram melebihi garis takt time atau garis merah (No.12) menandakan proses tersebut bermasalah karena melebihi batas yang sudah ditentukan oleh pelanggan.
Available Time (*13).
Merupakan salah satu informasi yang perlu ditampilkan di line balancing worksheet, tujuannya adalah memberikan informasi terkait jam kerja aktual sehingga seorang IE dapat menghitung kapasitas produksi yang dihasilkan setiap hari.
Target (*14).
Output yang dihasilkan lini produksi setiap hari berdasarkan jam kerja (No.*13), SMV (No.7) dan jumlah aktual operator (No.9) dalam 1 (satu) lini produksi.
Takt Time (*15).
Takt time adalah waktu yang dibutuhkan membuat satu unit output produksi berdasarkan permintaan costumer.
Dalam line balancing worksheet, takt time digunakan sebagai batas waktu proses pada diagram batang (No.12), tujuannya adalah memberikan informasi jika terdapat diagram melebihi garis takt time atau garis merah (No.12) menandakan proses tersebut bermasalah karena melebihi batas yang sudah ditentukan oleh pelanggan.






{kind=link}
singkat padat dan jelas sekali
BalasHapusstarch adalah